
At Verus, we pride ourselves on our ability to operate as an external division to the BD/Bard network. Through collaboration we a line ourselves as your metrology department. Therefore, this takes away the quality headaches involved in new product introduction across multisite locations. From benchmarking the metrology standard and communicating with multisite managers to liaising with external vendors. Our turnkey solutions extend far beyond shipping you an end product.
Through our inhouse expertise, we can take a metrology requirement from concept design to installation. Including Metrology Fixture Design, Manufacture, Gauge R&R, Program Creation and on-site training or installation globally.
Verus recently found value in this process in November. Having engaged with project engineers across three Becton Dickinson plants and an external vendor to collaborate on two BD/Bard projects.
The project was led by Jeffrey Reed, Associate Director of Molding at BD Interventional business in Holdrege and project coordinator, Andrew Allegretti, Sr. Staff Engineer of Injection Molding at BD Interventional business in Franklin Lakes. Collectively we worked on the metrology process involved with two BD/Bard Projects for the Reynosa site in Mexico. The Crimp Collar and secondly, the Adaptors Luer Hickman.
32-Station Adaptors Luer Hickman – Turnkey Metrology Fixture
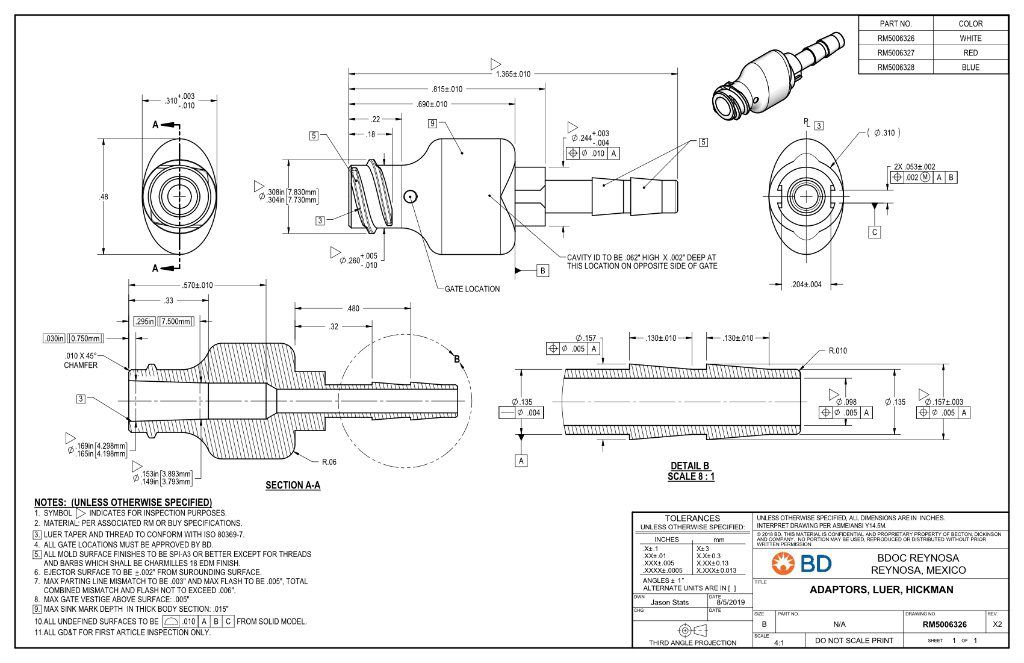
Adaptors Luer Hickman – Drawing Identifying Seven Critical Dimensions
- Adaptors Luer Hickman – BD/Bard Reynosa, Mexico
- Service: Turnkey Metrology Fixture Project
- Name: Adaptors Luer Hickman
- Number of Parts: 32
- Dimensions: Seven Critical Features Measured
The aim of this project was to get the Adaptors Luer Hickman component to various locations for both vision and probing measurement. Like the Crimp Collar project, clever design elements were incorporated into the fixture design process. This allowed an optimal number of components to be measured on the limited stage size that is available when using the MicroVu Excel 502UC.
Equally challenging, it is always of the utmost importance when working with multisite locations and vendors alike, that the team at Verus gather all the relevant information. In this instance, the intended location for the fixtures was important to understand. As well as the conditions of the machine setup in each site. This included spacing, sizing and capabilities internally at each facility.
Developing a Proof of Principle Fixture Resulted in Shorter Lead Times
The team began this project with a proof of principle single station fixture. Consequently, this proved out the fixture design concept. The second phase of the project advanced from a single station into two 32-station fixtures. The first multi-up went to the external vendor, Prestek in California for set up on an OGP Flash 302. Reynosa received the second fixture set for measurement on a MicroVu Excel 502UC.
Programming began before the completion of the multi-station fixtures, utilising the single station. Different quality parts, including components with flash issues for many different stations, had to be incorporated into the programme technique. In order to shorten lead times, the programme was successfully set up on the POP. This was then patterned out to operate on the 32-station fixtures after manufacture was complete.
The fixture underwent rigorous testing and a Gauge R&R internally. Every fixture must pass all qualifications to meet the internal quality requirements at Verus before it can be released. Most importantly, the team successfully completed testing on the fixture. As a result the team could prepare the fixture for shipping to both locations and move on to the next phase of the turnkey project.
Adaptors Luer Hickman – 32 Station Manuel Rotation Fixture
On-Site Visit at Prestek
Firstly, the aim of the primary work on this project was for Verus to take the validation headache away and to manage all external vendors. This allowed the BD/Bard team to continue to work without unforeseen interruptions from a metrology perspective. This process began by engaging with Andrew and Jeffrey on the metrology concept at a very early stage.
In order to begin the initial sample trials, Verus COO Michael Nugent joined the team at the Prestech facility in Ontario, California. Collaborating on site to undertake the Measurement Systems Analysis (MSA), the team had the first off’s in place to begin testing. Michael loaded molding samples into the single station proof of principle (POP) Fixture. Secondly, he docked the OGP machine with the POP single station. This allowed the trail to began confidently.
As with all BD/Bard projects, time was a crucial element to the success of the project. The diligence undertook at Verus HQ allowed us to arrive on-site with a fixture manual, plug in the USB stick with the completed programmes and simply hand it over. Because of the timesaving aspect of the turnkey process, this allowed a very clear procedure, to manage Prestech and to educate them on the Verus process.
The ease and success of this project were thanks to all the team involved, especially the communication and collaboration with Jeffrey and Andrew from a very early stage. As a result, the MSA was successful in proving out the holding and measurement technique and took less than two days to complete.
For support or to find out more information on our turnkey metrology solutions, contact Michael Nugent COO of Verus directly on +353 (0)71 91 43506 (ext. 215).






