
Did you know that Verus have two facilities in Ireland? The reason you don’t is because it’s confidential. But as with all things Verus, our partnership allowed us to share this secret with your colleagues from BD Medical in Dun Laoghaire, Ireland recently.
But Why Do We Need Two Facilities So Close In Distance and What Is So Top-Secret?
Our team has developed significant know-how and expertise in traditional and next-generation metrology. Providing both metrology as a service, as well as a range of dimensional inspection and validation solutions. At Verus HQ, as well as our satellite in the UK, Verus are proud to cater for your every day holding challenges and offer a full turnkey metrology fixture solution to take away your quality headaches. While that may solve your problems today, what about your future challenges?
Well, in our second Sligo facility we’re answering that very question and pushing the boundaries surrounding the process of measurement. Our team commitment to; evolve the technologies used in metrology inspection that have not changed in the past 70 years is centered in our R&D plant.
We are advancing our knowledge and experience to take quality processes to a new level. One where high-precision and automated metrology solutions are integrated into production and/or assembly lines. Anvil, the name of our R&D facility, enables in-line inspections at speed, providing high-quality real-time data and deviation notification with minimal operator influence. Next-generation solutions to your metrology challenges are boundless.
Automation, closed loop inspection, cost of quality reductions, accuracy, versatility, investment reduction; whatever your motivation are to enter the future of quality processes, Anvil will work with you to tailor a solution to meet your needs.
So How Did BD-Medical Dun Laoghaire Crack The Code and Uncover One of Verus’ Best-Kept Secrets?

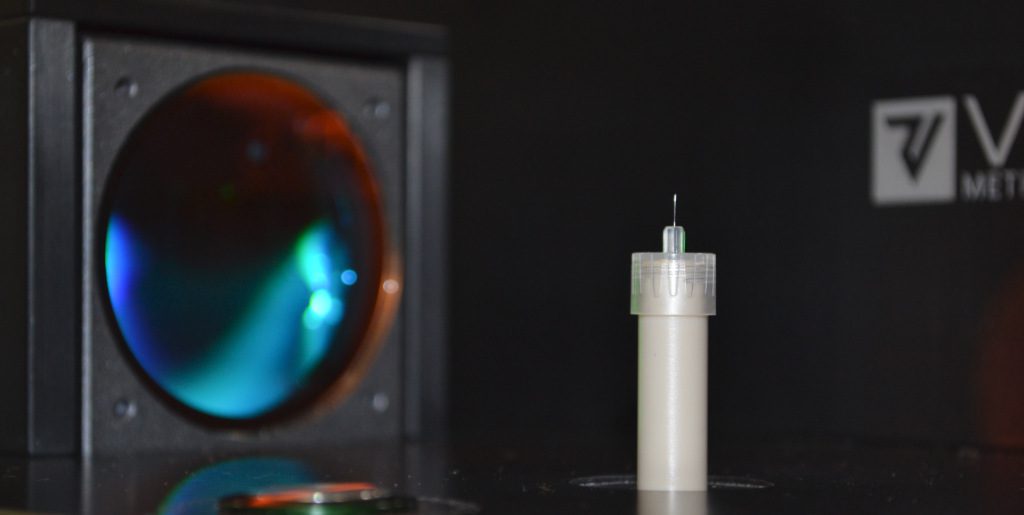
The answer is simple, BD Medical had a challenge, a vision, and a highly experienced, forward-thinking team. Lead by Quality Engineer – QA Lab Supervisor; Cynthia Pfakacha, she and her team undertook the challenge to develop a solution to provide cannula angularity measurements for the Diabetes Pen Needle. The team needed to look towards a Keyence camera to provide an accurate solution. While this would meet their requirements from a visibility perspective, it also posed a new set of challenges.
What Challenges Did The Team Face?
The fully automated assembly process poses some challenges. Sometimes the needles can get damaged and bend as it is bonded to the molded plastic hub. In order to mitigate this risk and identify component inaccuracies, these needles must be detected.
Using traditional testing methods the BD-Medical team knew that this could not be achieved. The needle is so small that a CMM cannot detect the flaws. Likewise, a Vision system, from a camera perspective, does not have the capability. Most importantly, the needle is on a diameter so you cannot just look at this component in one view and confidently gain accurate results. It was important that the access to the needle gave a 360-degree view.
The team had to think outside of the box. They knew the Keyance camera could capture what they were trying to achieve.
A Keyence Camera?
As a leading supplier of machine vision systems and much more, Keyence is at the forefront of factory automation. It is no surprise that their technically trained sales engineer, Stuart Coyne not only delivered a camera to meet BD’s needs but went above and beyond and knew who to recommend and partner with, to provide a holding solution.
Based on Stuart’s proposal, Michael Nugent, Verus COO contacted the team in BD-Medical. During the initial meeting, the user requirement specifications and the solution Verus could provide were discussed.
Patrick Corcoran, Verus’ Automation and Control Systems Engineer attended the meeting in Dun Laoghaire, Ireland, alongside Michael Nugent and Tracey Flynn, Business Development Manager. Cynthia Pfakacha, Michael Geaney, and Richard Dixon welcomed the Verus team alongside Stuart. They provided the brief and the desired outcomes of the Cannula Angularity Tester project. The aim was to present the hub with the needle, visibly on camera, and subsequently, measure the angle of the needle in correlation with the main body.
How Do You Hold and Spin The Hub With The Needle To Be Measured on A Keyence Camera?
Keyance provided the camera, BD supplied the URS and the rest was down to Verus.
The fixture placement allowed for the camera and the light source to be linear, in order to view the cannula in the centre. The Verus team ran a multitude of tests to determine the specific speed and rotation needed to successfully capture the cannula’s angularity. In order to ensure the Keyance system saw the bend in a positive direction, the cannula needed to rotate 390 degrees. This guaranteed that no matter where the angle occurred in the rotation, the system could detect the default and output the results. This rotation takes just under 6 seconds.
Patrick then had the task of integrating the Keyance system with the HMI (Human Machine Interface), and make sure the whole sequence of events not only occurred but that the results could also be captured.
There was a mass amount of testing and designing involved in this process. This ensured we delivered a solution that met the User Requirements Specification.
But How does it work, I hear you ask?
Incorporated into the system is a space for two trays. One with incoming parts and the other for parts that have been measured. To begin the process, the operator must dock the incoming tray and log on to the HMI. To do this, they must input details including their name, user ID, and how many parts they want to measure.
Before pushing the button, the operator docks the cannula into place. This activates the camera which then rotates the fixture, spinning the component 390 degrees. The system then displays the results on the HMI. This will indicate a pass or fail scenario before moving on to the next part.
The sequence of events was the most important factor to consider when designing this solution. The build of the actual unit was excessively complex in nature. However, it was extremely important that the finished design was user friendly and streamlined, bearing in mind that there was a multitude of moving parts, human interaction, education, and a fleeting deadline involved to deliver this solution.
As with all Verus + BD projects, transparency was key during the design, build, and delivery stages of this project. Alongside Cynthia, involved throughout the whole process were Michael Geaney NPI Leader, Seán Mulhern Validation Engineer, and Eamon Brennan Senior Automation Engineer, who was instrumental throughout the project’s successful completion.
So Whats Next For AMS and Anvil?
What about the future of Automated Metrology Systems and Anvil? I bet you would like to know what’s next. Unfortunately, due to IP, I can’t tell you that.
However, if I were to leave a link here, and you happen to crack the code, I’m sure Michael Nugent would be happy to discuss all of your questions on +353 (0)71 91 43506 (ext. 215).






